行業新聞
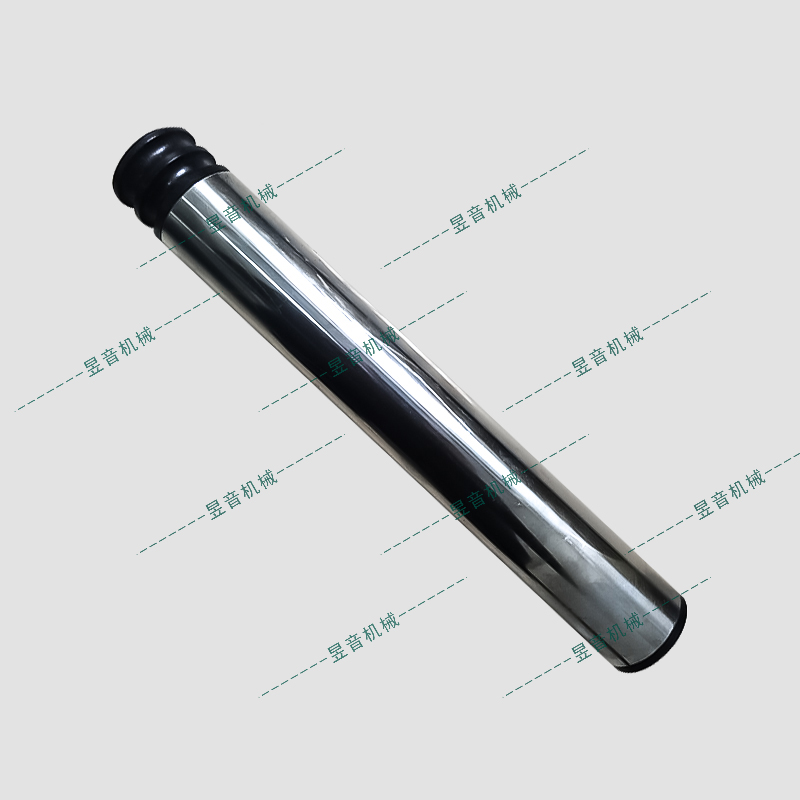
滾筒是帶式輸送機當中最為主要的輸送機配件,滾筒的生產主要有輥體初車、初校靜平衡、軸頭過盈裝配焊接、精車和精校動平衡等工序進行組成。若對行為公差如圓度、圓柱度和直線度等要求在0.2MM以下的,則在精車后需要上外圓磨床或軋輥磨削加工。對表面硬度有要求的,則需要增加熱處理工序。滾筒成型后,出于防銹防腐、耐磨和支撐的需要,這還需要進行表面處理或是包覆如噴漆、鍍鋅、包橡膠、鍍鉻、陶瓷噴涂和氧化等工序。
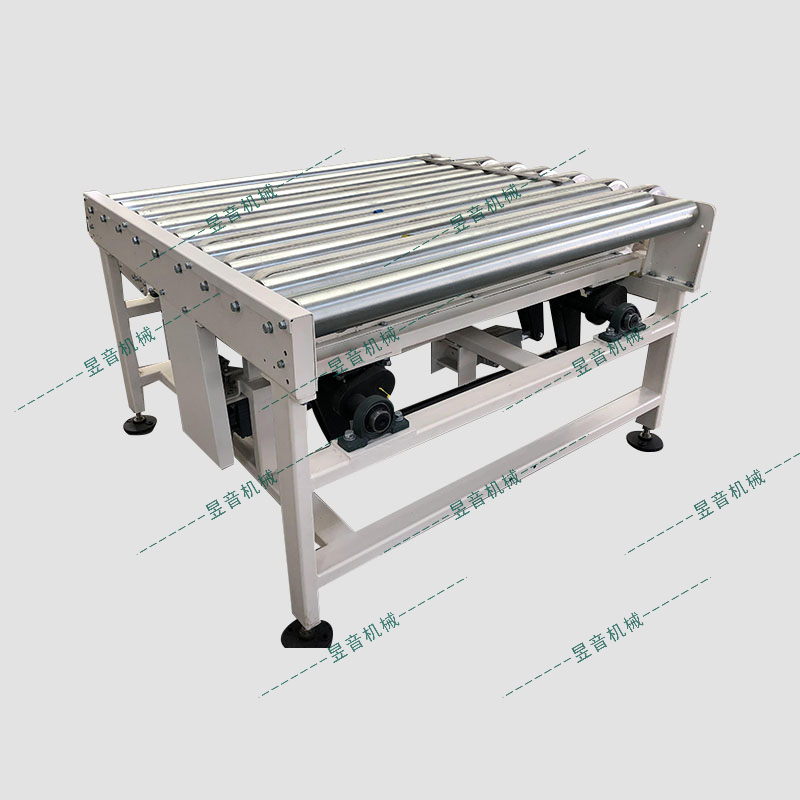
一般的帶式輸送機采用的都是軸承內裝式滾筒,該結構的滾筒的使用壽命非常短,其故障率極高,是帶式輸送機零星故障的主要原因,常常需要一次下十多個備用,這主要原因有如下幾種:
密封性能差,尤其是使用條件惡劣的張緊滾筒及機尾滾筒,由于密封性能差,容易進水,在煤泥水的作用下,很快將潤滑油進行沖洗干凈,造成滾筒損壞,從而影響壽命。軸承壞容易磨損,并且磨損后修得時易造成滾筒同心度不好,這是造成滾筒報廢及出現剛修的滾筒十多分鐘就損壞的主要原因,也是造成滾筒壽命非常短的主要原因。擋蓋螺栓容易因為離心力而切斷,易松動,目前常用的辦法是將螺栓焊死,但是這樣就容易造成無法檢查其潤滑的情況。除了傳動滾筒以外,各型滾筒都需要采用外座加調節螺桿固定,強度低,曾出現滾筒拉飛現象。

通用式皮帶輸送機主要采用的是“緩沖托輥”接煤床,由于緩沖托輥的緩沖效果較差,存大的問題有以下幾點,緩沖托輥容易卡死,壽命短,緩沖效果差,在遭遇到大煤塊時,幾乎是直接砸在緩沖托輥上,嚴重的還會將輸送帶進行砸壞。若是改為鋼絲繩吊掛托輥組形式,又會造成機架剛性差,在機尾輸送帶與托輥接觸面少,容易跑偏,也非常容易出現托輥被拉在一起的情況。